Spausdinimo tipai
Šiuo metu sutinkami 3D spausdinimo tipai: ekstruzinis, granuliuotas, laminuotas, polimerizuotas šviesa.
Ekstruzinis
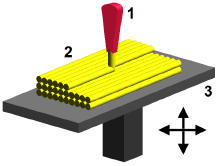
Lydyto nusėdimo modeliavimas
Lydyto nusėdimo modeliavimą (angl. fused deposition modeling) 9-ajame XX a. dešimtmetį išrado S. Scott Crump, o 10-ą dešimtmetį jį komerciniams tikslams pritaikė „Stratasys“. Dabar, pasibaigus šios technologijos patentui, yra didžiulės atvirų šaltinių bendruomenės (pavyzdžiui, RepRaps), komerciniai ir DIY variantai, kurie naudoja šio tipo 3D spausdintuvą. Šios technologijos sukūrimas paskatino didelį tos srities įrenginių kainų kritimą.
Lydyto nusėdimo modeliavimo metu maketas ar jo dalis yra gaminami štampuojant mažus medžiagos rutuliukus, kurie staigiai sukietėja, suformuodami sluoksnį. Termoplastinis plaušelis ar metalinė viela, suvyniota į ritę, yra išvyniojama norint štampavimo purkštuko galvutę aprūpinti medžiaga. Purkštuko galvutė kaitina metalą ir išjungia bei vėl įjungia jo srautą. Tradiciškai yra naudojama eigos arba valdymo variklis norint perkelti purkštuko galvutę bei pritaikyti srautą; purkštukas gali būti judinamas vertikalia bei horizontalia kryptimi. Šio mechanizmo kontrole tradiciškai rūpinasi kompiuterizuotos gamybos (angl. computer-aided manufacturing (CAM)) programa, valdanti mikrokontrolerį.
Yra naudojami skirtingi polimerai, tokie kaip akrilnitrilo butadieno stirenas (ABS), polikarbonatas (PC), polilaktidas (PLA), didelio tankumo politelenas (HDPE) ir polifelinsuflonas (PPSU). Apskritai, polimeras yra plaušo forma, pagaminta iš gamtinės dervos. Visuomenėje egzistuoja įvairūs atvirų šaltinių projektai, bandantys paversti panaudoto plastiko atliekas naudojamu plaušu. Tam tarnauja mašinos, kuriomis plėšant ir presuojant plastiką, jis tampa plauštu.
FDM turi tam tikrus gaminamų formų apribojimus. Pavyzdžiui, FDM dažniausiai negali pagaminti stalaktito formos struktūrų. Tokios struktūros yra vengiamos arba konstruojamos sukuriant pagalbinę medžiagą, kuri gali sulūžti maketo baigimo metu.
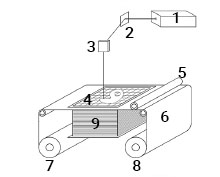
Granuliuotas
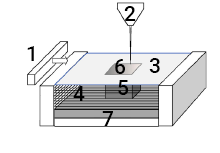
Granuliuoto 3D spausdintuvo veikimo principas
Kitas 3D spausdinimo metodas yra selektyvus granuliuotų medžiagų sluoksnio kietinimas. Šia technika sulydomos sluoksnių dalys, tada darbas perkeliamas žemyn, pridedant kitą granulių sluoksnį ir kartojant šį procesą iki tol, kol figūra pagaminta. Šis procesas naudoja nesulydytą terpę iškilimams prilaikyti ir plonoms sienelėms gaminti taip sumažinant pagalbinių įtaisų poreikį. Kad objektas taptų vientisos masės, reikalingas lazeris. Šio proceso pavyzdžiai yra selektyvus kietinimas lazeriu (SLS) su metalais ir polimerais (PA, PA-GF, kietuoju GF, PEEK, PS, aliuminiu, karbonmidu, elastomeru) ir tiesioginis metalo kietinimas lazeriu (DMLS).
Selektyvų kietinimą lazeriu (angl. selective laser sintering) 9-ojo dešimtmečio viduryje išrado ir patentavo Dr. Carl Deckard ir Dr. Joseph Beatman Teksaso universiteto Ostine, jį finansavo DARPA. Panašų procesą 1979-aisiais patentavo, bet nesukomercino R. F. Housholder.
Selektyvus lydymas lazeriu (angl. selective laser melting) nenaudoja kietinimo granulių miltelių sulydymui, bet visiškai išlydo miltelius, naudodamas aukštos energijos lazerį, kurdamas visiškai sūdrias medžiagas sluoksnišku metodu su panašiomis techninėmis savybėmis kaip tradicininai pagaminti metalai.
Lydimo elektronų spinduliais (angl. electron beam melting) metodas yra panašus į adityvią gaminimo technologiją metalinių dalių gaminimui (pavyzdžiui titano lydiniams). Lydimas elektronų spinduliais gamina dalis sluoksnis po sluoksnio, lydant metalo miltelius, naudojant elektronų spindulius vakuume. Kitaip negu metalo kietinimo technika, nepasiekianti visiško išlydymo, lydimas elektronų spinduliais yra visiškai tankus, neturintis vakuumo ir labai stiprus.
Kitas metodas naudoja 3D spausdinimo purkštuko galvute sistemą. Spausdintuvas sukuria modelį po vieną sluoksnį, paskleidžiant sluoksnį miltelių (plastiko arba sakų) ir spausdinant dalies skerspjūvio surišimą, naudojant štampavimo procesą. Tai yra kartojama, kol atspausdinamas kiekvienas sluoksnis. Ši technologija leidžia spausdinti visų spalvų prototipus, iškyšas ir elastomero dalis. Sukietininti miltelių spausdiniai gali būti sutvirtinti vašku arba reaktoplastiko impregnavimu.
Laminuotas
Su laminavimo principu veikiančiu 3D spausdintuvu galima spausdinti iš popieriaus, plastiko ir metalo.
Kai kuriuose spausdintuvuose popierius gali būti naudojamas kaip statybinė medžiaga, sumažinanti spausdinimo išlaidas. XX a. paskutinįjį dešimtmetį kai kurios kompanijos pardavinėjo spausdintuvus, kurie išpjaudavo skersinius pjūvius iš specialaus lipnaus padengto popieriaus naudojant anglies dioksido lazerius ir tada juos kartu laminuodavo.
2005-aisiais „Mcor Technologies Ltd.“ išvystė kitokį procesą naudodami paprastus popieriaus lapus, volframo kabrido geležtę formai išpjauti ir selektyvų nusodinimą klijais bei spaudimą prototipui sukibinti.
Taip pat yra daugybė kompanijų, pardavinėjančių spausdintuvus, kurie naudoja plastiką ir metalo plokštes laminuotiems objektams atspausdinti.
Polimerizuotas šviesa
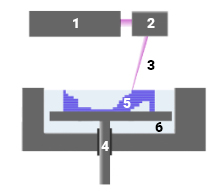
Stereolitografijos prietaisas
Stereolitografiją 1986-aisiais metais patentavo Chuck Hull. Fotopolimerizacija pirmiausia yra naudojama stereolitografijoje (SLA) norint iš skyčio pagaminti kietą kūną. Šis procesas iš naujo apibrėžė ankstesnes pastangas nuo Francois Willeme (1830–1905) fotoskulptūrų metodo 1860-aisiais iki „Mitsubishi“ Matsubara fotopolimerizacijos 1974-aisiais.
Skaitmeniniame šviesos apdorojime (angl. digital light processing) skysto polimero kubilas yra veikiamas šviesos, sklindančios iš skaitmeninio šviesos apdorojimo projektoriaus. Apšviestas skystas polimeras kietėja. Tada sukonstruota forma pamažu juda žemyn ir skystas polimeras yra vėl apšviečiamas. Šis procesas kartojasi iki to momento, kol padaromas maketas. Tada skystas polimeras išdžiovinamas paliekant vientisą modelį. „EnvisionTEC“ Perfactory yra saitmeninio šviesos apdorojimo pagamintų prototipų pavyzdys.
Spausdintuvų su purkštuku sistemos, tokios kaip Objet PolyJet, itin plonais sluoksniais (tarp 16 ir 30 colių) purškia fotopolimero medžiagas ant sukonstruoto lovelio, kol sukonstruojamas prototipas. Kiekvienas fotopolimero sluoksnis yra apdorojamas UV šviesa, taip sukuriant pilnai apdorotus maketus, kurie gali būti iš karto perduodami ir naudojami. Atraminė į gelį panaši medžiaga, kuri yra sukurta kaip sudėtingų geometrinių formų modelių ramstis, yra pašalinama rankomis ir vandens srautu. Tai yra taip pat tinkama elastomerams.
Itin mažos dalelės gali būti pagaminamos naudojant 3D mikro gaminimo techiką, naudojamą multifotono fotopolimerizacijoje. Šis metodas braižo pageidaujamus 3D objektus gelio bloke naudojant fokusuotą lazerį. Dėl linijinės nuotraukų (excitation) prigimties, gelis yra apdorojamas iki vientiso objekto tose vietose, kuriose buvo sufokusuotas lazeris, o likęs gelis yra nuplaunamas. Objektai iki 100 nanometrų yra pagaminami lengvai, taip pat kaip ir kompleksinės struktūros su judančiomis ir sujungtomis dalimis.